نظارت بر خروجی دستگاه با کنترل فشار | Extruder Die
چالش
در اکسترودر، فشار در ناحیه دای/قالب آخرین شاخص سلامت فرایند و کیفیت خروجی است؛ اما اگر این فشار بهصورت پیوسته پایش و کنترل نشود، نوسانات فشار خیلی سریع به نوسان دبی و خروجی تبدیل میشود. نتیجه معمولاً به شکل تغییر ضخامت و ابعاد محصول، موجدار شدن سطح، ناپایداری وزن متری، افت کیفیت ظاهری دیده میشود. از طرف دیگر، بالا رفتن یا ضربههای ناگهانی فشار میتواند ریسک آسیب به دای و تجهیزات، افزایش توقفهای ناخواسته و بالا رفتن ضایعات را بهدنبال داشته باشد، چون مشکل دیر دیده میشود و وقتی خودش را نشان میدهد که کیفیت از دست رفته است.
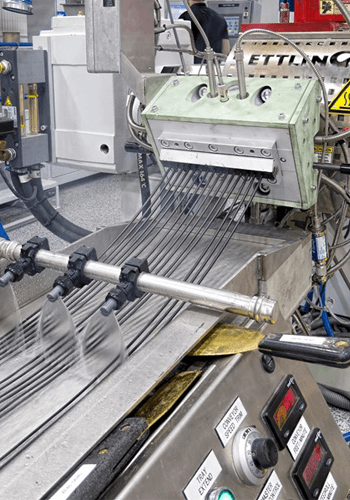
پمپ مذاب دستگاه اکسترودر
اطلاعات فرآیند
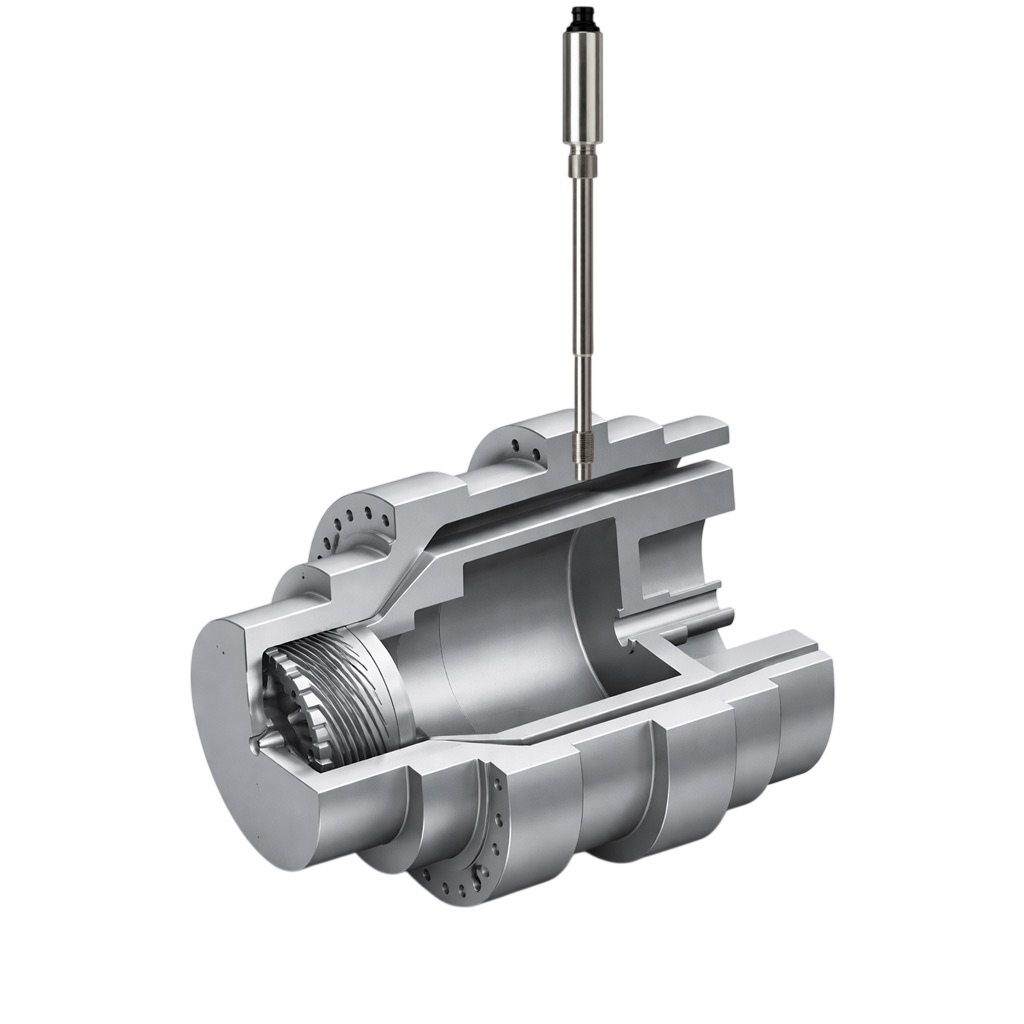
محل اندازهگیری
هد دای اکسترودر
محدوده فشار فرآیند
۰ تا ۳۵۰ بار
سیال
پلیمر مذاب
محدوده دمای فرآیند
۰ تا ۳۵۰+ درجه سانتی گراد
چالش های فرآيند
دما و فشار بالا و متغیر
راهحل مناسب
برای پایدار نگهداشتن خروجی اکسترودر، فشار مذاب در ورودی دای باید در یک بازه مشخص ثابت و بدون نوسان بماند. این کار با اندازهگیری پیوسته فشار توسط سنسور فشار مذاب و ارسال فیدبک به سیستم کنترلی انجام میشود؛ سپس سیستم با تنظیم سرعت پمپ مذاب (کنترل دقیق دبی) و در صورت نیاز اصلاح نرخ فیدر در بالادست، نوسانات فشار را حذف میکند. نتیجه، ثبات دبی و ضخامت خروجی، کاهش ضایعات و محافظت از دای در برابر افزایش فشار است.
سنسور فشار مذاب: این سنسور روی ورودی دای (یا قبل از دای/اسکرینچنجر) نصب میشود و فشار واقعی مذاب را بهصورت پیوسته اندازهگیری میکند. خروجی سنسور معمولاً سیگنال آنالوگ 4-20 میلی آمپر یا 0-10 ولت استتا مستقیم وارد PLC یا کنترلر شود.
کنترلر PID: کنترلر PID سیگنال فشار را دریافت میکند و آن را با مقدار هدف (Setpoint) مقایسه میکند؛ سپس یک فرمان کنترلی خروجی میدهد تا فشار روی مقدار تنظیمشده ثابت بماند. خروجی کنترلر به صورت آنالوگ 10V / 4–20 mA برای کنترل سرعت اینورتر پمپ مذاب یا فیدر ارسال می شود.