پمپ مذاب
نظارت بر جریان مواد مذاب قبل از قالب با کنترل فشار | Melt Pump
چالش
در برخی کاربردهای خاص، مانند ساخت لوله، پروفیل و ورقها، لازم است که نرخ جریان مذاب ثابت نگه داشته شود. صرفنظر از تغییرات فشار در ماردون، پمپ مذاب بهعنوان یک عنصر تثبیتکننده بین اکسترودر و سر قالب عمل میکند.
سرعت پمپ و نیرویی که پلیمر را به سمت قالب فشار میدهد، توسط درایوها تنظیم میشود. کنترل این درایوها معمولاً به PLC خود اکسترودر واگذار میشود. پمپ از طریق کنترل حلقه بسته تنظیم میشود که بر اساس قرائتهای فشار در بالادست و پاییندست است.
در فرایند اکستروژن، نرخ جریان اکسترودر میتواند با استفاده از فیدرهای وزنی یا توسط یک پمپ دندهای که قبل از قالب قرار دارد، تنظیم شود، که صرفنظر از میزان تغذیه شده توسط فیدرها جریان را ثابت نگه میدارد.
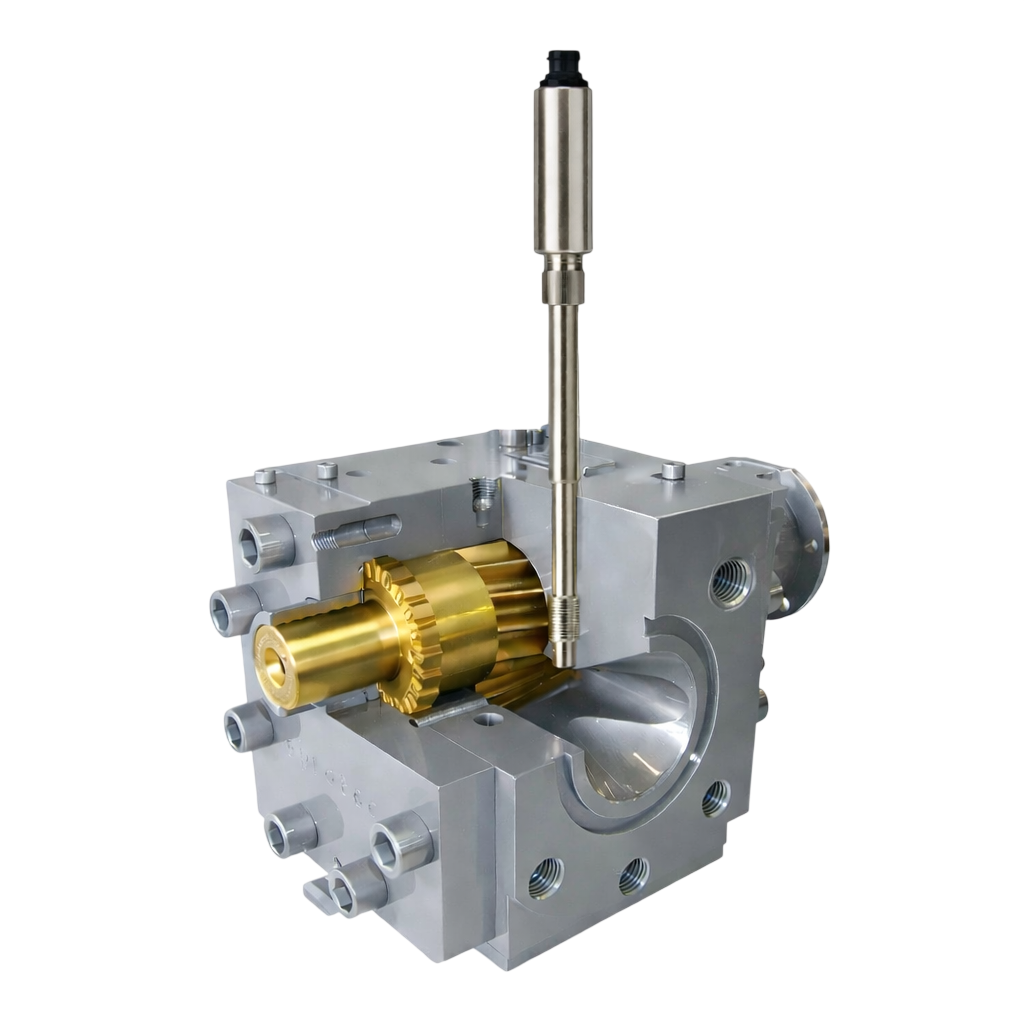
پمپ مذاب یک دستگاه حجمی است که از دو چرخدنده که بهصورت معکوس میچرخند درون یک بدنه بسته تشکیل شده است. پلیمر مذاب بین دندانهای بالادست وارد میشود، در حفرهها گیر میکند و به سمت ناحیه خروجی منتقل میشود. در طول حرکت، مذاب بهطور تدریجی فشرده شده و به سمت قالب فشار داده میشود، با فشار ثابت که توسط سیستم کنترل تنظیم میشود. فضاهای خالی و تلورانسها برای کاهش اتلافات داخلی و تضمین کارایی حجمی بالا (>98%) بهینهسازی شدهاند.
سرعت چرخش چرخدندهها و فشار خروجی توسط یک حلقه بسته با تنظیم PID کنترل میشود. اجزای اصلی مانند چرخدندهها، محفظه و یاتاقانها برای کار با مذاب بهعنوان روانکننده و تحمل دماهای بالا و اختلاف فشارهای تا بیش از 300 بار طراحی شدهاند.
اگر فشار قبل از قالب بهدرستی کنترل نشود، نوسانات فشار و دبی در سیستم ایجاد میشود. این نوسانات میتواند منجر به تفاوت در ضخامت، وزن و کیفیت سطح قطعه، پرشدگی ناقص، یا حتی آسیب به تجهیزات شود.
اطلاعات فرآیند
محل اندازهگیری
پمپ مذاب
محدوده فشار فرآیند
۰ تا ۵۰۰ بار
سیال
مایع مذاب پلاستیکی و پلیمری
محدوده دمای فرآیند
۰ تا ۴۵۰ درجه سانتی گراد
چالش های فرآيند
فشار و دمای بسیار بالا و نوسان فشار

راهحل مناسب
برای رفع این چالش، باید «فشار مرجعِ قبل از قالب/دای» را بهعنوان شاخص اصلی پایداری فرایند در نظر گرفت و آن را بهصورت پیوسته پایش و در یک بازه مشخص ثابت نگه داشت. این کار با نصب سنسور فشار مذاب در نقطه مناسب و ایجاد یک حلقه کنترل بسته انجام میشود؛ بهطوریکه سرعت پمپ مذاب (و در صورت نیاز نرخ فیدر در بالادست) بر اساس فیدبک فشار تنظیم شود.
نقاط اندازهگیری فشار
- قبل از پمپ مذاب (بالادست): در این نقطه فشار مواد قبل از ورود به پمپ اندازهگیری میشود. این فشار نشاندهنده وضعیت اولیه و جریان ورودی به پمپ است.
- بعد از پمپ مذاب (پاییندست): در این نقطه فشار مواد پس از فشردهشدن و انتقال به قالب اندازهگیری میشود. این فشار بهعنوان فشار خروجی پمپ شناخته میشود و باید ثابت و پایدار باشد.
نقاط اندازهگیری دما
- بدنه پمپ و محفظه پمپ مذاب: دما باید در محفظه پمپ و اطراف چرخدندهها اندازهگیری شود تا از دمای مناسب برای عملکرد بهینه پمپ اطمینان حاصل شود.
- در نقاط خاصی در مسیر جریان، نزدیک قالب: در صورت نیاز به کنترل دقیقتر دما، میتوان دمای مواد مذاب قبل از ورود به قالب را نیز اندازهگیری کرد.
محصولات مورد نظر
سنسور فشار مذاب: این سنسورها برای اندازهگیری فشار مواد مذاب طراحی شدهاند و معمولاً در دماهای بالا و فشارهای زیاد قابل استفاده هستند. این سنسورها معمولاً با خروجی 4-20mA یا 0-10V یا در برخی موارد mV/V به سیستم کنترل متصل میشوند.
ترموکوپل یا RTD: برای اندازهگیری دمای مواد مذاب و دمای بدنه پمپ، از ترموکوپلها یا سنسورهای RTD استفاده میشود. این ابزارها معمولاً ترموکوپل نوع K یا J هستند که توانایی اندازهگیری دماهای بالا (تا حدود 800 درجه سانتیگراد) را دارند.
دستگاه PLC: سیگنالهای فشار از سنسورهای بالادست و پاییندست به PLC ارسال میشود و در حلقه کنترل بسته به صورت PID کنترل می شود. در صورت مشاهده نوسانات فشار یا تغییرات غیرمعمول، سیستم با تنظیم درایوهای پمپ (که معمولاً با VFD یا درایو موتور کنترل میشوند) فشار را تثبیت میکند.
کنترلر PID: دما بهطور پیوسته با کنترلر PID پایش میشود. سنسور دما دادهها را به سیستم کنترل (PLC یا کنترلر PID مستقل) ارسال میکند. در صورت افزایش دما به حد بالاتر از مقدار مطلوب، سیستم خنککاری یا کاهش سرعت پمپ میتواند وارد عمل شود. از سوی دیگر، اگر دما کاهش یابد، سیستم گرمایش اضافی بهکار گرفته میشود تا دمای مذاب به سطح مطلوب برسد.

محصولات پیشنهادی

این ست، شما را قادر میسازد با یک قیمت مقرون به صرفه، فشار را در قبل و بعد ملت پمپ اکسترودر (فارغ از تک ماردون یا دو ماردون بودن آن) اندازهگیری کنید و با ارائه خروجی PID از کنترلر به اینورتر، و اتصال اینورتر به موتور، دور موتور و سرعت حرکت ماردون (مارپیچ یا اسکرو) را کنترل کرده و محصولات اکسترودر شدهی یکنواخت تر و فرآیند پایدار تری داشته باشید.
- اکستروژن پایدارتر و یکنواختتر
- انتخاب کنترلر در ۳ سایز مختلف
- همراه با ویدیو های آموزشی نصب، سیم بندی و راهاندازی
- انواع سیگنال خروجی PID
- عدم نیاز به تغذیه خارجی – سنسور توسط نمایشگر تغذیه میشود.
- محدوده اندازهگیری فشار: ۳۵-۰ تا ۲۵۰۰-۰ بار
- ورودی: جریانی، ولتاژی و میلی ولت بر ولت (mV/V)
- اتصال مکانیکی: 1/2UNF, M14 x 1.5, M18 x 1.5, M22 x 1.5
- سایز کنترلر: ۹۶*۹۶، ۹۶*۴۸، ۴۸*۹۶ میلی متر

دقت و قابلیت اطمینان را با مدل دقت بالا PTOG از Ziasiot به سیستم کارخانه خود بیاورید. سنسورها و ترانسمیترهای فشار مذاب با کارایی بالا که با دقت طراحی شدهاند تا نیازهای صنایع مختلف را برآورده کنند. با رعایت استانداردهای ایمنی SIL2، سری PTOG دقت و ایمنی را در فرآیندهای شما تضمین میکند.
- روکش محافظ دیافراگم TiAIN
- قابلیت کالیبراسیون خودکار نقطه صفر (AUTOZERO) توسط قلم مغناطیسی
- تاییدیه های SIL2، PL’c’، RoHS و CE
- قابلیت کالیبراسیون نقطه ۸۰٪
- همراه با سنسور دما
- محدوده اندازهگیری فشار: ۳۵-۰ تا ۲۵۰۰-۰ بار | ۱۴۵۰-۰ تا ۲۱۷۵۵-۰ psi
- خروجی: جریانی، ولتاژی و میلی ولت بر ولت (mV/V)
- اتصال مکانیکی: 1/2UNF, M14 x 1.5, M18 x 1.5, M22 x 1.5
- دقت سنسور 0.5 FS%

سنسور فشار مذاب اکسترودر مدل PT111B/PT124B/PT131B با کیفیت بالا و قابلیت تنظیم مجدد نقطه صفر و دقت 1.0±٪ FSO برای کاربردهای اکستروژن دما بالا بسیار مناسب است. این مدل میتواند به سنسور دما مجهز شده و اتصال الکتریکی آن میتواند ۵ یا ۶ پین باشد. این محصول از برند زیاسیوت برای انواع اکستروژن، تولیدات پلیمری و قالبگیری تزریقی ساخته شدهاست.
- قیمت اقتصادی و مقرون به صرفه
- روکش محافظ دیافراگم TiAIN
- قابلیت کالیبراسیون آسان نقطه صفر توسط دکمه
- قابلیت کالیبراسیون نقطه ۸۰٪
- امکان تجهیز به سنسور دما
- محدوده اندازهگیری فشار: ۳۵-۰ تا ۲۵۰۰-۰ بار
- خروجی: جریانی، ولتاژی و میلی ولت بر ولت (mV/V)
- اتصال مکانیکی: 1/2UNF, M14 x 1.5, M18 x 1.5, M22 x 1.5
- دقت سنسور 1 FS%
- اتصال الکتریکی ۵ پین

کنترلر فشار PID هوشمند Z90D/Z80D/Z60D ساخت زیاسیوت دارای دو پنجره نمایش چهار رقمی LED است که فشار را در واحد های مختلف نشان میدهد. این کنترلر قادر به کنترل فشار فرآیند به روش PID در مد اتوماتیک و تست و عیب یابی در مد دستی است. ورودیهای سیگنال شامل mV/V, 4-20mA, 0-10V, 0-5V میباشد، در حالی که گزینههای خروجی PID شامل ۵-۰ ولت، ۱۰-۰ ولت، ۲۰-۴ میلیآمپر، رله، RS485 و RS232 میباشد.
- در ابعاد مختلف شامل ۴۸ در ۹۶، ۹۶ در ۴۸ و ۹۶ در ۹۶
- قابلیت کالیبراسیون نقطه صفر محدوده فشار
- دارای تغذیه داخلی جهت تغذیه سنسور فشار متصل
- دقت اندازهگیری بالا، ضد تداخل قوی
- ورودی: سیگنال ولتاژی ۲mV/V | سیگنال ۳.۳۳mV/V | سیگنال جریانی ۴ تا ۲۰ mA | سیگنال ولتاژی ۰ تا ۱۰ VDC
- دارای خروجی رله
- دارای پروتکل ارتباطی RS485/RS232
- دارای خروجی آنالوگ جریانی و ولتاژی